+91 842 823 1593 | +91 995 287 7991
Welcome to our Drizgas Company!
The chlorine is neutralized using caustic solution. The unit is designed based on risk analysis study to prevent release of chlorine directly into atmosphere.
The scenario considered are:
The chlorine concentration should be monitored continuously near the toner and should be ensured that concentration is less than 3 ppm
Fusible plug worst case in the 150 lb toner (68 Kg)
For 150 lb cylinder, gas leak rate is 20 lbs/min = 110 scfm
Considering safety factor, suction air flow required is 250 CFM to evacuate entire chlorine gas from leakage area.
In the scrubber system, Chlorine is neutralized by using sodium hydroxide and gives by product of sodium hypochlorite and sodium chloride.
Cl2 + 2 NaOH → NaOCl + NaCl + H2O
One common duct will run along the length of chlorine storage area, chlorine tank filling and loading area. Tonners containing chlorine will be connected online with chlorine sensor. All the tonners will be provided with an online chlorine gas monitoring system with hood to cover the toner, nozzle and connection manifolds.
The hood part has bottom portion and top portion, of which top portion is removable when it is required to change the toner. Whenever the chlorine tanks are to be connected/removed from the online system, the top portion will be removed and placed after keeping the toner. When both hoods, bottom portion and top portion are placed, it creates a fully closed system, thus preventing the chlorine escape out of hoods.
The electrically actuated damper will be provided for each hood, connected with each toner. All the hoods are connected to main ducting line which is connected to the scrubber. The damper is controlled by PLC based controller system. All the dampers are in closed condition normally. When the chlorine gets leaked in a particular toner, it will be detected by sensor and the signal will be sent to PLC controller system. Then, automatically the damper of leakage toner hood will be turned on and the scrubber and blower will be switched on without any human intervention.
Once the system starts, it will create negative suction near the leakage hood and pulls out entire leaked chlorine to the scrubber system. The scrubber will neutralize the chlorine gas by caustic solution and will leave treated gas to the atmosphere via blower and chimney.
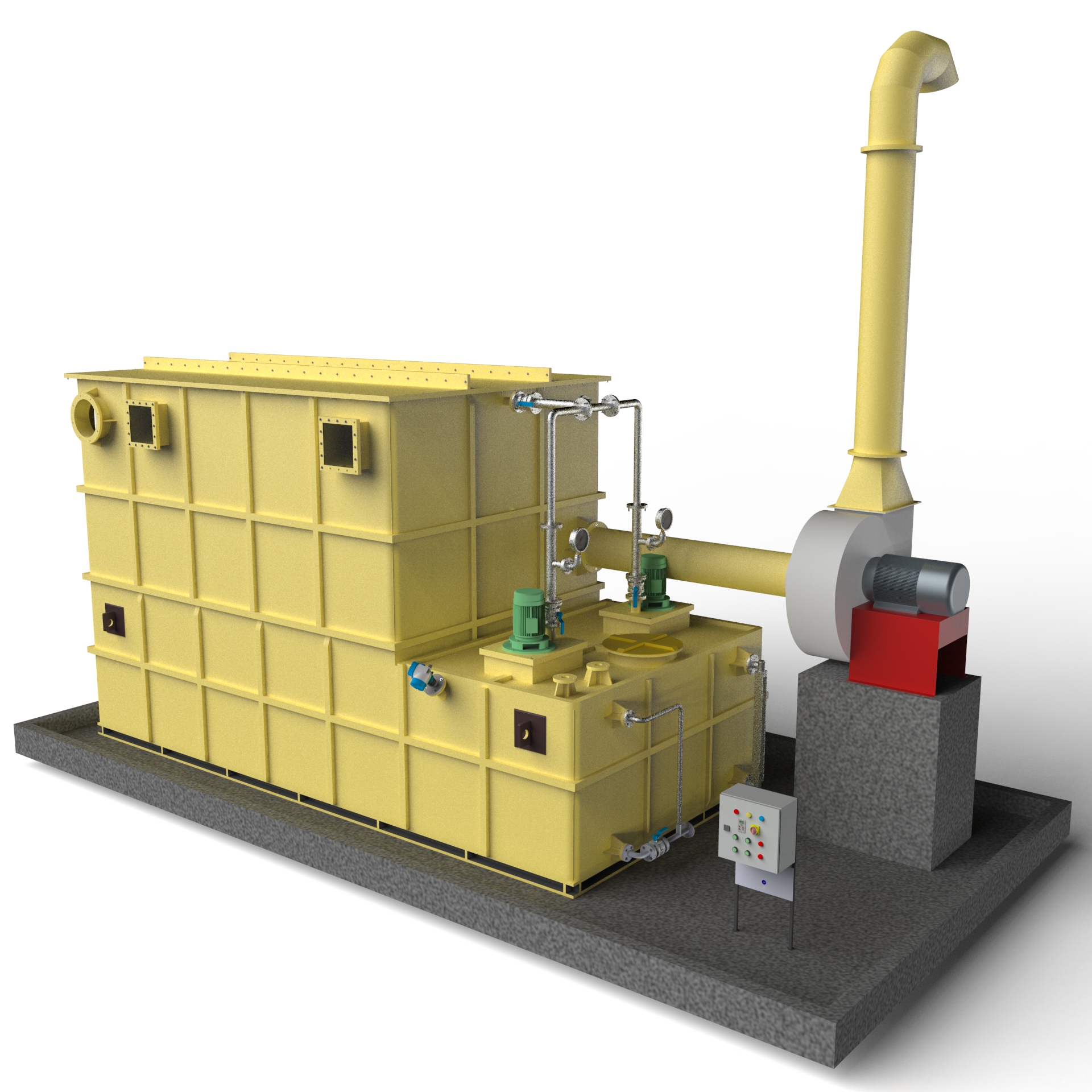
The scrubber system consist of three section. 1 Spray section and 2 Packed bed section. The inlet gas from the hood enters horizontally in spray section where 15% caustic solution is sprayed with high pressure at cross current direction to scrub the chlorine. This section handles extremely high concentration of chlorine. After passing through the spray section, it enters into the packed bed section, it acts as polishing section to increase scrubbing efficiency.
The entire chlorine gas is neutralized before releasing into the atmosphere. The scrubber is capable of reducing the inlet chlorine gas concentration to less than 5 ppm at the outlet. A pre-treatment stage (spray section) handles extremely high concentrations while subsequent high-efficiency stages remove the remainder of the toxic vapors. During catastrophic releases, the scrubber achieves more than 99.999% chlorine vapor removal efficiency.
Sodium hydroxide solutions are the most commonly used for typical scrubbing applications. However, the other chemicals listed above have been successfully used in many applications where they may be readily available, less expensive or satisfy the specific application.
Drizgas Tech is one of leading manufacturer of Emergency chlorine scrubber in India. We provide highly efficient, top-quality scrubber system built around your precise requirements. Contact us with your process information so we can begin discussing the type of new equipment that best fits your situation.